In the laser processing industry, how to reduce costs is the most concerned issue for many users.
There are three gas,commonly used in laser cutting, oxygen, nitrogen and air, oxygen and nitrogen as conventional cutting gases.
Oxygen is mainly used for carbon steel cutting and perforation of stainless steel and aluminum plates. It mainly oxidizes with the cutting metal and emits a large amount of oxidation heat. In addition, a certain pressure of gas will blow away the oxide and slag, forming a cut in the metal. Since the oxidation reaction during the cutting process generates a lot of heat, the cutting does not require too much power. The disadvantage is that the cutting speed of the thin plate is slow, and it is easy to overburn when cutting sharp corners.
Nitrogen is mainly used for cutting stainless steel and aluminum plates. If the laser power is large enough, the cutting speed of nitrogen for thin carbon steel plates can be greatly increased. The role of nitrogen in the cutting process is to prevent the oxidation reaction and use its high pressure to blow away the molten material, so you can get a brighter section effect, of course, the effect of sharp corners will be better. The disadvantages are high gas cost and slow cutting speed of thick plates.
The air itself exists in the air,only need an air compressor to compress it into an air storage tank, and then use it after filtering, cooling and drying. The main costs are electricity and equipment maintenance costs. The main component of air is a mixture of about 80% nitrogen and 20% oxygen, so air can make up for the deficiency of oxygen and nitrogen to a certain extent. According to our current experiments, taking a 3000w fiber laser cutting machine as an example, it only needs air with an air compressor outlet pressure of 1.2Mpa to achieve high-quality cutting of carbon steel below 2mm, stainless steel below 10mm, and aluminum plate below 5mm. Fiber lasers can achieve very good results due to greater energy density and smaller heat-affected areas with air cutting. Let's analyze the advantages and disadvantages of air cutting in detail based on the data obtained from the experiments of carbon steel, stainless steel and aluminum plate.
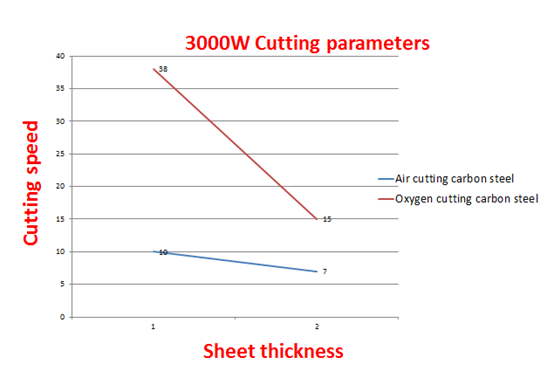
Air cutting requires only 1.2mpa of carbon steel with an air pressure below 2mm to achieve a smooth cross-section without slagging. The most important thing is that its processing speed has doubled. Why does the data change so much? This is because using oxygen to cut the sheet generally does not use full power, full power using oxygen to cut the sheet can not get up to speed, and it is easy to cause overheating at the corners. The bottleneck is. Using air cutting just solves these problems, it can achieve full power cutting, the speed is greatly improved, and the cutting effect of sharp corners will be improved.
Of course, if you want to cut thicker carbon steel plates, you need to continue to increase the air pressure, a pressure booster may be used, and the requirements for the filter device will increase, so the cost will increase a lot. In addition, medium-thick carbon steel plates are more suitable for cutting with oxygen. Carbon steel medium-thick steel plates are not only cut at a slower cutting speed than with oxygen, which is why we only recommend air cutting below 2mm,also need to see
Laser power.
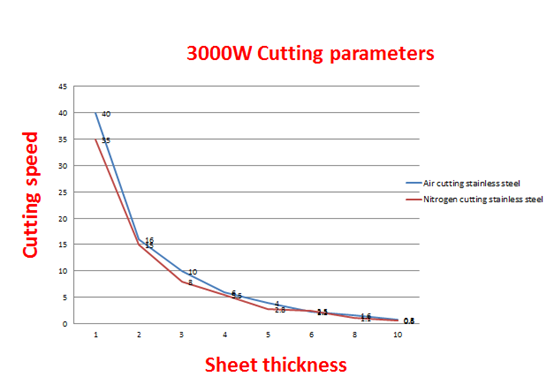
According to the data, it can be seen that when cutting stainless steel by air, the cutting speed has not increased except for the thickness of 3mm, and the cutting speed of other thicknesses has been improved to varying degrees. average may think that the air contains about 20% oxygen, and the cut section must be yellow and black. According to the results of our tests, the effect of cutting under 2mm stainless steel with air is almost white and slag-free. The main reason is that the fiber laser has a large energy density and a small heat affected area. When the cutting speed is fast enough, the effect of oxidation is not obvious. The 3 ~ 4mm cutting section is slightly yellow, the section is good, and there is no dross. The section with a thickness of 5 ~ 10mm becomes black. The larger the thickness is, the slower the speed and the section blacker, but the air cutting speed is still much higher than the nitrogen cutting speed. We know that the greater the thickness of the gas when cutting stainless steel, the greater the gas pressure. For example, when cutting 10mm stainless steel, the pressure of the cutting gas must reach 1.5 ~ 1.8mpa. A bottle of ordinary nitrogen is used up in less than 10 minutes. The cost of a bottle of nitrogen is about At 25RMB, the gas cost should be at least 100RMB in one hour, while cutting with air only consumes electricity for one hour and the cost does not exceed 10RMB. In fact, many customers do not have too many requirements on the color of the section of the cutting workpiece, mainly the size requirements, and no dross. Air cutting stainless steel below 8mm has no dross, and 10mm stainless steel has only a small amount of slag, which can be easily handled.
As shown below: the upper part is air cutting, the lower part is nitrogen cutting 10mm stainless steel

From the picture, except that the cutting surface is black, air cutting is better than nitrogen in both the slag hanging condition and the cutting surface.
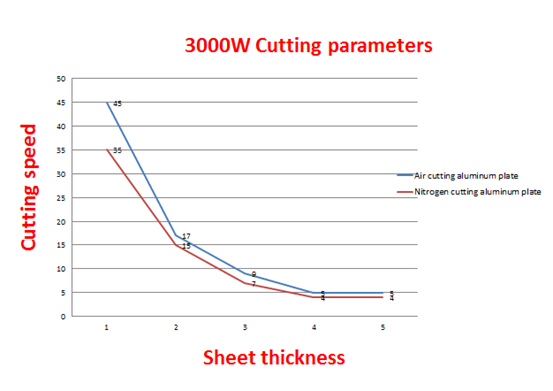
Comparison of nitrogen and air cutting data for aluminum plates
It has to be said that the advantages of air cutting aluminum plates are more obvious. First, the speed has been significantly improved, and there is no problem of blackening the cutting surface, because aluminum oxide itself is white. Fiber laser using nitrogen to cut the aluminum plate is difficult to avoid the problem of slag scraping, which is also a trouble that has plagued many users. However, the laboratory process test using air cutting aluminum plate below 3mm can use the new process method to achieve almost no dross. This is the magical effect brought by air, which cannot be achieved by nitrogen cutting.
As shown below: the left side is nitrogen cutting, and the right side is air cutting 2mm aluminum plate.

From the picture, the air cutting section is good and there is no dross, which is difficult to achieve by nitrogen cutting.
It can be seen from the comparison of the data in the above three tables that the use of air cutting has unique features in improving cutting efficiency and cutting quality, and adds a very meaningful choice to us when facing different materials. Air cutting can be used not only for carbon steel, stainless steel and aluminum plates, but also for cutting copper, galvanized and other materials.
Of course, air cutting is not without its disadvantages. We need to pay special attention if air cutting is often used, so please remember to maintain the air compressor and the dryer on time to ensure that the air quality is clean without water and oil. If you don't pay attention to the air that may cause unclean water and oil, the unclean air entering the cutting head will first contaminate the protective lens and affect the cutting quality. If it is not processed in time, it may damage the sensor. For equipment without a pressure booster, cutting thickness and cutting speed are limited by pressure. In addition, the use of air cutting in small and medium power fiber laser cutting machines does not greatly improve the cutting speed, and high power fiber lasers have more advantages.
Today, more and more high-power fiber laser cutting machines are coming to the market, and competition is becoming more and more fierce. If they have greater cost advantages, they will have a better chance to seize orders and grasp the market. The maturity and promotion of air cutting technology will definitely bring more opportunities, which also requires us to continue to work hard to bring more benefits to customers!
In the production process, only by considering the combination of cutting efficiency, cutting cost and cutting effect, can we find the most cost-effective cutting solution for the current cutting needs, and bring us better production!
 English
English Espa?ol
Espa?ol